1.管材准备
•管材末端切口要求平整,角度公差允许在 0.5 度以内。
•去除内外缘的毛边。清洁管材并移除切屑。
• 不能使用切管刀或切割磨光机。
•管材笔直长度必须至少达到螺母高度两倍。
2. 使用预装工具进行装配
2.1 准备工作
•将对应管径的预装螺柱用虎钳固定好。
•用 ASW 润滑脂涂抹以下部件:
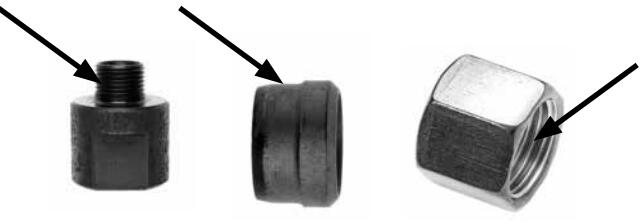
- 预装螺柱的锥角和螺纹
- 卡套
- 螺母的螺纹
2.2.预装
•将连接螺母和卡套滑入到管末端,并使卡套的切刃一端靠近管末端。请务必确认卡套的位置正确避免错装。
•在预装螺柱上用手尽可能转动连接螺母,使得卡套在管材和螺母之间固定。
•推动管材直达螺母中的锁紧件。如果管材未与锁紧件对接,则管材切割无效。
如果管材质地理想,便可不费力地将其推到锁紧件处。反之,请检查管材末端是否变形或表面不平。
(请参考适配器附录中的推荐管材)。
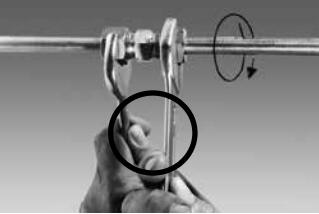
• 使用相应的扳手拧紧螺母,大转动 1圈。

转动约一圈
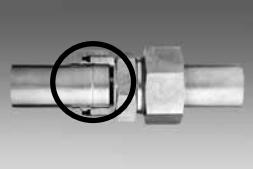
2.3.检查
•要检查卡套的切入效果,请松开螺母。应该可以看到管材上凸起的套环(参考图片)。如果没有,需要再次拧紧(重装)。
2.4.总装
•从预装螺柱上取下预装管材,插入润滑好的金属软管接头。在安装前应润滑连接头的螺纹和锥体。
• 最后拧紧螺母大约 ½ 圈,装配完成。

转动约1/2圈
3.无预装螺柱的装配
• 按如上所述方法准备管材(参考 1)和涂润滑脂(参考 2.1)。
• 拧紧螺母大约 1 ¼ 到 1 ½ 圈,一步完成装配。
• 按上方 2.3 所述检查切入效果。
注:根据 DIN 3859-2,推荐使用硬化钢质预装工具来预装不锈钢接头。
注意!拧紧圈数的偏差会降低接头的公称压力和使用寿命,从而导致泄漏或其他故障。
 转动约 1 1/4 到 1 1/2 圈
转动约 1 1/4 到 1 1/2 圈
4.带强化套筒的装配
在使用薄壁管材或软性管材时,为确保接头正确起效,推荐使用 EXMAR 强化套筒。
强化套筒的装配
无需任何特殊工具即可装配加强环。
1.衬套的外前端有凸边。用手将强化套筒插入管材内直达凸边部分。
2.应使用橡胶锤或木槌将强化套筒轻轻敲入管口;这样即可抵紧凸环,同时不会使管材倾斜。
3.接头的装配请参考 2 或 3 所述。
订货信息:订购强化套筒时请提供管材外径尺寸和管壁厚度等信息。
需要使用强化套筒的管材规格在“推荐的管材”中有说明。
关于预装工具的注意事项
即使进行过材料强化的预装工具也会产生磨损。
必须定期(每预装五十次之后)检查锥角的精确度和公差。如果严重磨损和不符合标准,应更换预装工具。






 联系电话:021-63503216
联系电话:021-63503216 传真:021-63504878
传真:021-63504878 地址:上海市嘉定区汇源路200号嘉定工业园区
地址:上海市嘉定区汇源路200号嘉定工业园区 首页
首页 关于我们
关于我们 金属软管接头
金属软管接头 客户案例
客户案例 新闻资讯
新闻资讯 企业实力
企业实力 联系我们
联系我们




